Zincatura Bianca elettrolitica
I sostegni sono sottoposti a trattamento superficiale di zincatura bianca elettrolitica.
Durante questo processo il materiale da trattare viene prima adeguatamente preparato (pre-sgrassato, decapato, e sgrassato) e subito dopo è immerso in una soluzione elettrolitica contenente sali di zinco. Viene infine creato un passaggio di corrente tra il pezzo e la soluzione che fa depositare lo zinco metallico sulla superficie del pezzo stesso.
Zincatura a caldo
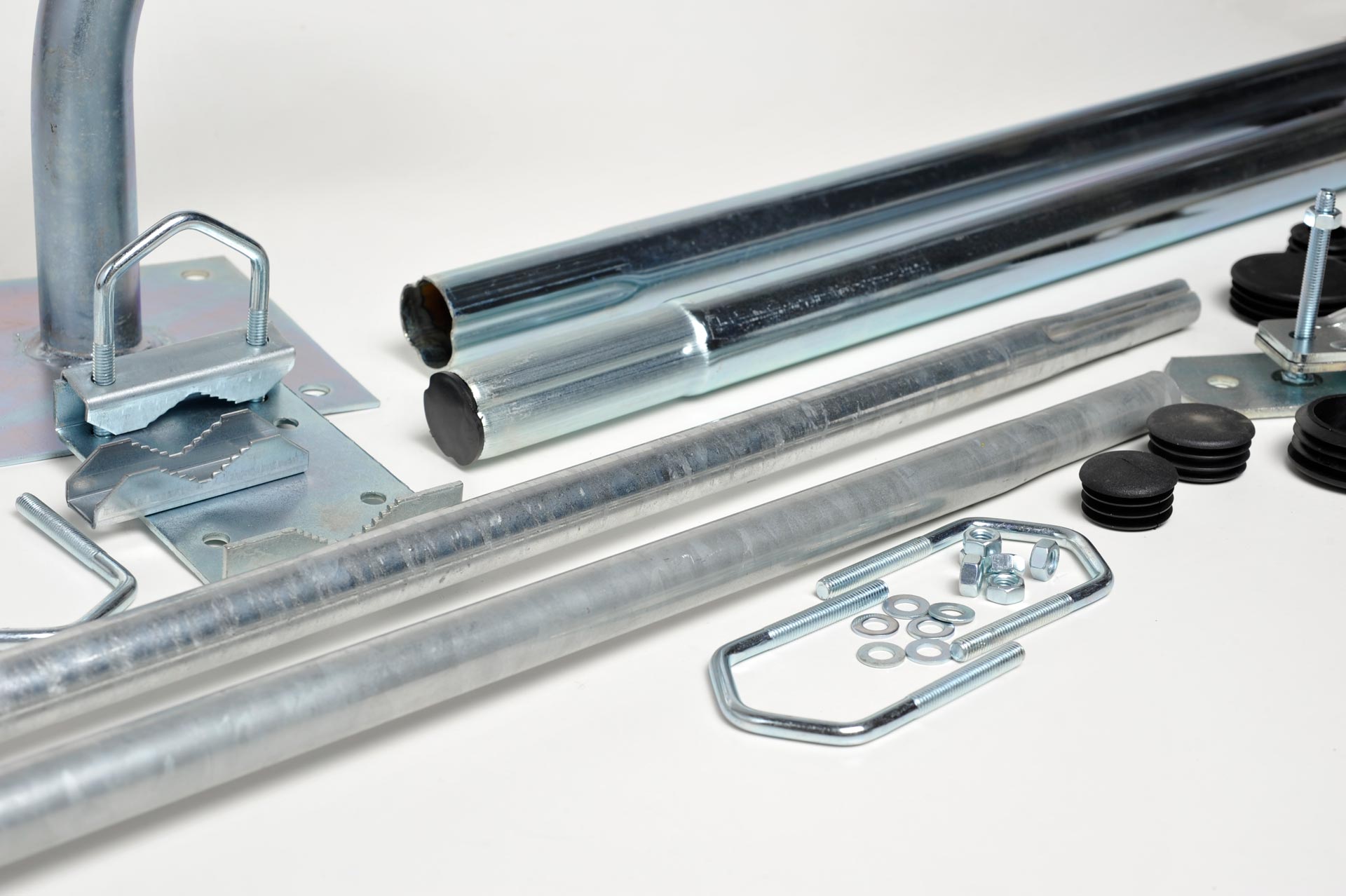
La zincatura a caldo garantisce un rivestimento protettivo completo e la massima protezione e resistenza alla corrosione.
Il trattamento prevede l’immersione dei componenti in acciaio, precedentemente trattati, in un bagno di zinco fuso della temperatura di 450 °C. Questo provoca una reazione del metallo che lega indissolubilmente acciaio e zinco generando sulla superficie in acciaio la formazione di uno strato di zinco puro.
Il trattamento per immersione consente di rivestire i componenti al loro interno, esterno e persino nei punti inaccessibili. Il risultato è una superficie antiurto, estremamente resistente alla corrosione e forte, che dura nel tempo.